| QYP-40 * 4台+输送线--自动铆压生产线制造与方案及模具开发 |
|---|
  |
  |
  |
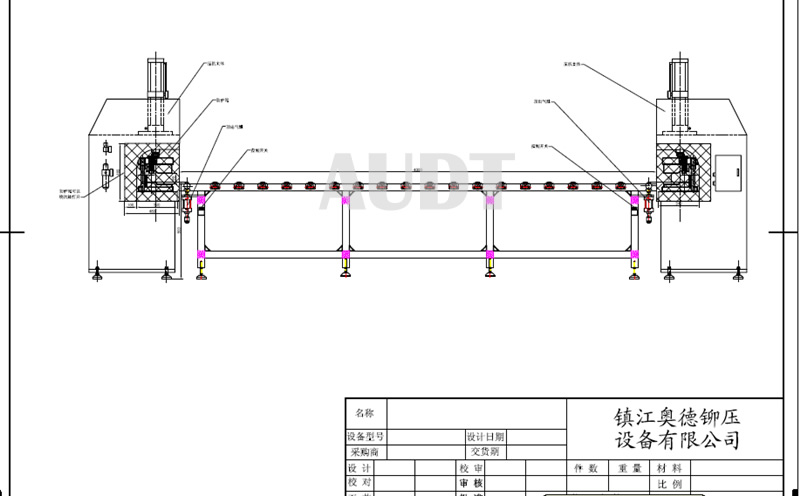 |
输入6bar气压时,大冲压力400KN(40T)
总行程100mm,其中增力行程20mm
6bar气压时,快进行程力960Kg,返回行程力850 Kg |
 |
气液增压机产品因为其独特的五大特点---功耗小仅为220V 3W,输出力大---液压输出力
大可达200T,效率高--是普通液压机速度的三~四倍,可调节方式多,便于调节,压力,
速度,时间,位移等,体积小---很容易组装成生产线,很小的体积完成大设备的功能。
动作过程自动分成两段,段快进行程,软到位保护模具,第二步为液压,稳定地
输出液压压力。所以气液增压机广泛应用于汽车零部件制造业,轴承装配业,压铆螺柱
螺母行业,无铆钉铆接的钣金行业等等。
相关链接→ 气液增压机原理 ∣ 气液增压机分类 ∣ 气液增压机用于螺柱螺母压铆 ∣ 气液增压无铆钉铆接
* 2008 audt riveting & pressure machine